2.ขนาด
ขนาดของเครื่องไสความหนาจะกำหนดจากขนาดความกว้างและความหนาของไม้ที่สามารถนำมาไสได้เป็นเกณฑ์ ขนาดที่ใช้กันโดยทั่วไป ได้แก่ ขนาดตั้งแต่ 12’’ X 4’’ ถึง 48’’ X 12’’ หรือสูงกว่า โดยตัวเลขชุดแรกจะบอกขนาดความกว้างของไม้
เครื่องไสความหนาที่นิยมใช้กับสถานศึกษาส่วนใหญ่จะเป็นแบบไสหน้าเดียว ขนาด 18’’ X 6’’ และ ขนาด 24’’ X 8’’ ส่วนขนาดใหญ่กว่านี้และเป็นแบบไสสองหน้าที่ไสได้ทั้ง 2 หน้าในเวลาเดียวกัน ซึ่งนิยมนำไปใช้กับอุตสาหกรรมการผลิตเครื่องเรือน
หัวตัดของเครื่องไสส่วนใหญ่จะมีการติดตั้งใบมีด 3 ถึง 4 ใบขึ้นอยู่กับขนาดของเครื่อง ความเร็วรอบในการทำงานของหัวตัดประมาณ 3.600 ถึง 6.000 รอบต่อนาที
3. ส่วนประกอบที่สำคัญ
3.1 ลูกกลิ้งป้อนงาน
ลูกกลิ้งป้อนงาน(infeed rolls) จะเป็นรูปทรงกระบอกยาวเท่ากับความกว้างของเครื่องแท่น ประกอบด้วยลูกกลิ้งป้อนงานตัวบน และลูกกลิ้งป้อนงานตัวล่าง อย่างละ 1 หรือ 2 ตัวขึ้นอยู่กับขนาดของเครื่องใช้ทำหน้าที่ป้อนไม้ที่จะไสเข้าสู่ตัวเครื่อง
ลูกกลิ้งป้อนงานตัวบนจะได้รับกำลังขับจากมอเตอร์ ในเครื่องไสขนาดเล็กจะใช้ร่วมกับมอเตอร์ของหัวตัด แต่ในเครื่องไสขนาดใหญ่จะแยกแกจากกัน ลูกกลิ้งป้อนงานตัวบนจะเซาะร่างไปตลอดความยาวของลูกกลิ้ง เพื่อให้การดึงชิ้นการเข้าสู้ตัวเครื่องมีประสิทธิภาพดียิ่งขึ้น ลูกกลิ้งป้อนงานตัวบนส่วนใหญ่นอกจากจะเซาะร่องแล้วยังทำเป็นส่วนๆประกอบเข้าด้วยกัน จากลักษณะโครงสร้างทำให้สามารถที่ป้องกันการลื่นไถลของชิ้นงานที่ป้อนที่มีความหมายแตกต่างกันได้ โดยเฉพาะอย่างยิ่งในการไสครั้งแรก
ลูกกลิ้งป้อนงานตัวล่างจะเป็นแบบเรียบ ถ้าเป็นเครื่องไสขนาดเล็กจะหมุนได้เองโดยอิสระแต่ถ้าเป็นเครื่องไสขนาดใหญ่จะถูกขับด้วยมอเตอร์ ลูกกลิ้งป้อนงานตัวล่างจะต้องปรับให้สูงกว่าแท่นเครื่องเล็กน้อยเพื่อให้การป้อนไม้มีประสิทธิภาพ โดยทั่วไปจะปรับให้สูงกว่าแท่นเครื่องประมาณ (1 มิลลิเมตร - 2 มิลลิเมตร)
ลูกกลิ้งป้อนงานจะต้องสะอาดปราศจากยางไม้ กาว และสิ่งสกปรกอื่นๆ เพราะสิ่งสกปรกเหล่านี้จะทำให้เป็นอุปสรรต่อการป้อนไม้ เพราะลูกกลิ้งจะจับไม้ได้ไม่เต็มที่
3.2 ลูกกลิ้งส่งงาน
ลูกกลิ้งส่งงาน (outfeed rolls) ประกอบด้วยลูกกลิ้งส่งงานตัวบน และลูกกลิ้งส่งงานตัวล่าง ลักษณะผิวเรียบ ทำหน้าที่กดและส่งไม้ที่ผ่านการไสแล้วออกจากตัวเครื่อง
ลูกกลิ้งส่งงานตัวบนและลูกกลิ้งส่งงานตัวล่าง ลักษณะโครงสร้างและกลไกขับจะเหมือนกัน ลูกกลิ้งป้อนงานตัวบนและลูกกลิ้งส่งงานตัวล่างด้วยเช่นกันลูกกลิ้งส่งงานจะต้องปรับให้สูงกว่าแท่นเครื่องเล็กน้อยด้วยเช่นกัน ก็จะทำให้การส่งไม้มีประสิทธิภาพมากยิ่งขึ้น
ลูกกลิ้งส่งงานจะต้องสะอาดปราศจากยางไม้ กาว และสิ่งสกปรกอื่นๆด้วยเช่นกัน เพราะสิ่งสกปรกเหล่านี้จะบดอัดลงบนผิวไม้ที่ผ่านการไสแล้ว จึงทำให้ผิวไม้ที่ผ่านการไสแล้วเกิดตวามเสียหาย
3.3 ที่ปรับลูกกลิ้งป้อนงาน
ที่ปรับลูกกลิ้งป้อนงาน (feed roll adjustment)ทำหน้าที่ในการปรับลูกกลิ้งป้อนงานเพื่อนให้การป้อนงานเป็นไปอย่างมีประสิทธิภาพ
3.4 ที่ปรับความเร็วลูกกลิ้งป้อนงาน
ที่ปรับความเร็วลูกกลิ้งป้อนงาน (variable speed roll controll) ทำหน้าที่ในการปรับความเร็วของลูกกลิ้งป้อนงานให้ป็นไปตามความต้องการ ปกติจะใช้ความเร็วสูงสำหรับการไสหยาบ และความเร็วต่ำสำหรับการไสละเอียด
3.5 แท่งกดไม้ป้อน
แท่งกดไม้ป้อน (chip breaker) เป็นแท่งเหล็กที่ติดตั้งไปตามความยาวของหัวตัดอยู่ระหว่างหัวตัดกับลูกกลิ้งป้อนงาน ทำหน้าที่กดไม้ให้แนบกับแท่นและป้องกันไม้ฉีกได้อีกด้วยแท่งกดไม้ป้อนที่ทำเป็นส่วนๆประกอบเข้าด้วยกันจะช่วยป้องกันการลื่นไถล
กรณีที่ชิ้นงานมีความหนาแตกต่างกันได้เช่นกัน
3.6 หัวตัดและใบมีด
หัวตัด (cutter head)จัดเป็นหัวใจของเครื่องไสความหนาเช่นเดียวกันกับหัวตัดของเครื่องไสเพลาะด้วยเช่นกัน เนื่องจากเป็นที่สำหรับติดตั้งใบมีดที่ใช้ในการตัดหรือการไสชิ้นงาน หัวตัดจะมีลักษณะเป็นแท่งเหล็กกลมรูปทรงกระบอก ติดตั้งอยู่ระหว่างลูกกลิ้งป้อนงานกับลูกกลิ้ง ส่งงานทางด้านบนของแท่นกับการหมุนของลูกกลิ้งป้อนงาน
สำหรับใบมีด (knife) ที่ใช้จะมี 3 ถึง 4 ใบหรือมากกว่าขึ้นอยู่กับขนาดของเครื่อง การติดตั้งใบมีดก็เช่นกัน จะต้องให้คมมีดยื่นขึ้นมาอยู่ในระดับเดียวกันทั้งหมดเหมือนกับเคื่องไสเพลาะ ความเรียบของชิ้นงานหรือไม้ที่ไสจะขึ้นอยู่กับความเร็วรอบของหัวตัด ความคมและจำนวณของใบมีดที่ใช้
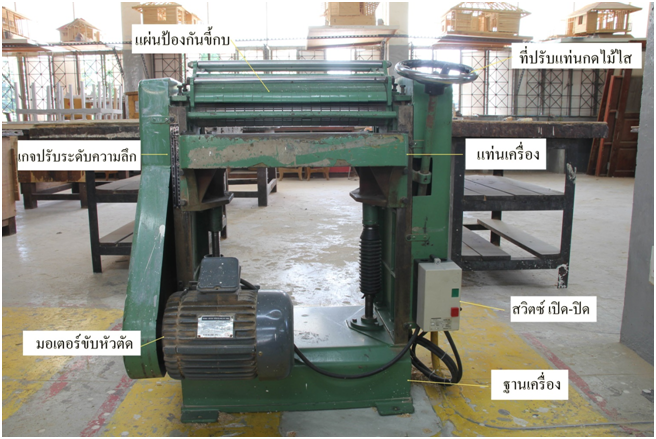
3.7 มอเตอร์
มอเตอร์ (motor) เป็นส่วนที่ใช่สำหรับการขับหัวตัดให้หมุนเพื่อตัดหรือไสชิ้นงาน นอกจากนั้นยังใช้ในการขับลูกกลิ้งป้อนงานตัวบนเพื่อการป้อนงานอีกด้วย มอเตอร์ที่ใช้กับเครื่องไสความหนาจะเป็นมอเตอร์ขนาดใหญ่ กำลังสูง อาจจะมี 1 หรือ 2 ตัวก็ได้ขึ้นอยู่กับขนาดของเครื่อง สำหรับเครื่องขนาดเล็กก็อาจมีมอเตอร์เพียงตัวเดียวใช้ขับทั้งหัวตัดและลูกกลิ้งป้อนงาน แต่ในเครื่องขนาดใหญ่จะใช้มอเตอร์แยกออกจากกัน
เนื่องจากมอเตอร์ที่ใช้เป็นมอเตอร์ที่มีกำลังสูง ในการใช้งานจึงต้องระมัดระวังเป็นพิเศษ เพราะถ้าไช้ผิดวิธี ชิ้นงานอาจถูกเหวี่ยงออกมาจากตัวเครื่องทำให้ผู้ปฏิบัติงานได้รับอันตรายได้
3.8เกจปรับระดับความลึกการไส
เกจปรับระดับคงามลึกการไส (depth of cut gauge) เป็นเกจปรับระดับความลึกการไสหรือการตัดของใบมีดหัวตัดในการไสหรือตัดแต่ละครั้ง
3.9 แท่นเครื่อง
แทนเครื่อง (bed) เป็นส่วนที่ใช้รองรับชิ้นงานที่ไส ติดตั้งอยู่ในโครงเรื่อง แท่นเครื่องสามารถปรับเลื่อนขึ้น-ลงได้เพื่อกำหนดขนาดความหนาของไม้ที่ไส การปรับระดับแท่นเครื่องจะมีทั้งแบบมือหมุนและแบบที่ใช้มอเตอร์ขึ้นอยู่กับเครื่อง แท่นเครื่องจะต้องปรับให้ขนานกับหัวตัดเสมอ เพราะถ้าแท่นเครื่องที่ขนานกับหัวตัดจะทำให้ไม้ที่ไสมีความหนาที่สม่ำเสมอกันตลอดทั้งแผ่น
3.10 มือหมุนปรับระดับแท่นเครื่อง
มือหมุนปรับระดับแท่นเครื่อง (elevating handwheel) เป็นส่วนที่ใช้ในการปรับเลื่อนแท่นเครื่องขึ้น-ลงเพื่อปรับระดับความลึกในการตัดหรือไสของหัวตัด เพื่อให้ไม้ที่ไสได้ขนาดตามความต้องการ สำหรับเครื่องขนาดใหญ่นิยมใช้มอเตอร์แทนการหมุนด้วยมือ ปกติจะมีสเกลและเข็มชี้แสดงระดับความลึกในการไส
3.11 ที่ปรับลูกกลิ้งแท่นเครื่อง
ที่ปรับลูกกลิ้งแท่นเครื่อง (bed roll adjustment) เป็นส่วนที่ใช้ปรับลูกกลิ้งที่พื้นแน่น เครื่องให้สูง-ต่ำตามความต้องการ
3.12 แท่งกดไม้ไส
แท่งกดไม้ไส (pressure bar) เป็นแท่งเหล็กที่ติดตั้งไปตามความยาวของหัวตัดเหมือนกับแท่งกดไม้ป้อน ทำหน้าที่ในการกดไม้ที่ผ่านการไสมาแล้วให้แนบกับพื้นแน่น เพื่อป้องกันมิให้ปลายไม้ผ่านการไสมาแล้วกระดกไปหาหัวตัดซึ่งจะทำให้เกิดความเสียหายให้กับไม้ที่ไสได้ ดังนั้น จึงต้องปรับให้มีแรงกดที่พอดีแรงกดมากเกินไปจะทำให้เกิดการครูดผิวไม้เป็นรอย แรงกดที่น้อยเกินไปประสิทธิภาพในการส่งไม้ก็จะลดลงและอาจทำให้ไม้เกิดความเสียหายได้
3.13 ที่ปรับแท่งกดไม้ไส
ที่ปรับแท่งกดไม้ไส (pressore bar adjustment) เป็นส่วนที่ใช้ในการปรับแท่งกดไม้ที่ผ่านการไสมาแล้วเพื่อป้องกันการกระดกของไม้ที่ไส
3.14 แผ่นป้องกันขี้กบ
แผ่นป้องกันขี้กบ (chip guard) เป็นแผ่นเหล็กที่ใช้ในการบังคับทิศทางของขี้กบใหพุ่งออกทางด้านข้างท้ายเครื่อง
3.15 สวิตช์
สวิตช์ (switch) ใช้ในการควบคุมการทำงานของเครื่อง อาจมีเพียงตัวเดียวหรือหลายตัวก็ได้ขึ้นอยู่กับขนาดของเครื่อง ในเครื่องขนาดเล็กจะใช้สวิตช์เพียงตัวเดียวควบคุมการทำงานของหัวตัดและลูกกลิ้งป้อนงาน ในเครื่องขนาดใหญ่อาจมีสวิตช์หลายตัวเพื่อนควบคุมการทำงานแต่ละส่วน เช่น สวิตช์ควบคุมการทำงานของแท่นเครื่อง และสวิตช์ควบคุมการทำงานของหัวตัด เป็นต้น
3.4กฎแห่งความปลอดภัย
กฎแห่งความปลอดภัยในการใช้เครื่องไสความหนา มีดังนี้
- เลือกชิ้นงานที่มีขนาดความหนาไล่เลี่ยกันมาไสในคราวเดียวกัน การไสไม้ที่หนาไม่เท่ากันพร้อมกัน อาจทำให้เกิดอันตรายได้เพราะไม้ที่บางกว่าจะเกิดการตีกลับได้
- ไม้ที่จะนำมาไสจะต้องไม่มีตาไม้ ไม่แตกร้าว ไม่มีคราบสี ปูน ทราย ไม่มีตะปู ลวด หรือโลหะอื่นใดฝังอยู่ในแผ่นไม้ที่จะไส เพราะจะทำให้ใบมีดเกิดความเสียหาย
- อย่าไสไม้ที่บางกว่า 3/8 นิ้ว (10 มิลลิเมตร) แต่ถ้าจะไสให้ใช้ไม้หนาอย่างน้อย 3/4 นิ้ว (19 มิลลิเมตร) รองรับทางด้านล่าง
- อย่าไสไม้ที่สั้นกว่า 12 นิ้ว (300 มิลลิเมตร) หรือสั้นกว่าระยะระหว่างลูกกลิ้งป้อนงานกับลูกกลิ้งส่งงาน แต่ถ้าจำเป็นให้ใช้วิธีป้อนไม้แบบต่อเนื่องโดยให้หัวไม้ชนต่อเนื่องกันไป แต่ไม้แผ่นสุดท้ายที่จะไสต้องเป็นไม้แผ่นยาว
- อย่าไสไม้ที่ห่อตัวหรือบิดแม้เพียงเล็กน้อย กรณีนี้ไสด้วยเครื่องไสเพลาะก่อนแล้วจึงไสด้วยเครื่องไสความหนา
- อย่าไสขวางเสี้ยนหรือไสย้อนเสี้ยนไม้ ดังนั้น เพื่อป้องกันความผิดพลาดหลังกำหนดทิศทางในการไสแล้วควรทำเครื่องหมายไว้ที่ไม้ที่จะไสก่อนที่จะทำการไส
- ปรับระดับความลึกในการไส และตั้งความเร็วในการป้อนไม้ให้ถูกต้องทุกครั้งก่อนเปิดสวิตช์เดินเครื่อง ปกติระดับความลึกในการไสแต่ละครั้งให้ไสประมาณ 1/16 นิ้ว (2 มิลลิเมตร) แต่ไม่ควรเกิน 1/8 นิ้ว (3 มิลลิเมตร) ส่วนความเร็วในการป้อนให้ตั้งให้อัตราต่ำสุด
- อย่าปรับระดับความลึกในการไสขณะกำลังทำการไส
- การไสในเที่ยวสุดท้ายจะต้องไสไปตามเสี้ยนไม้ และไสออกแต่เพียงเล็กน้อยเท่านั้นแต่ต้องไม่เกิน 1/6 นิ้ว (2 มิลลิเมตร)
- ขจัดสิ่งขีดขวางออกจากแนวการป้อนชิ้นงานทั้งทางด้านหน้าและด้านหลังของตัวเครื่องออกเสียก่อนการใช้งาน
- ปล่อยให้เครื่องเดินเต็มความเร็วเสียก่อนทุกครั้งก่อนเริ่มใช้งาน
- ยืนเยื้องออกมาทางด้านใดด้านหนึงของไม้ที่จะป้อนเสมอขณะทำงาน การยืนในแนวการป้อนไม้อาจทำให้เกิดอันตรายได้กรณีที่ไม้ตีกลับ
- ห้ามดันชิ้นงานเข้าสู้ตัวเครื่อง เพราะอาจทำให้เครื่องทำงานเกินกำลังและเกิดความเสียหายได้ปกติเครื่องจะดึงชิ้นงานเข้าสู้ตัวเครื่องได้เอง
- การป้อนไม้เข้าสู่ตัวเครื่องจะต้องรักษาระดับของไม้ที่ป้อน การกระดกปลายไม้ที่ป้อนอาจทำให้เครื่องหรือไม้ที่ป้อนเกิดความเสียหายได้
- ห้ามเอามือเข้าไปใกล้กับลูกกลิ้งป้อนงานขณะเครื่องกำลังทำงานเพราะลูกกลิ้งอาจดึงมือเข้าสู่ตัวเครื่องทำให้ได้รับอันตรายขั้นร้ายแรงได้
- ห้ามขยับไม้หลังลูกกลิ้งบีบไม้ที่ป้อนแล้ว เพราะไม้อาจจะบีบนิ้วมือทำให้ได้รับอันตรายขั้นร้ายแรงได้
- อย่าก้มมองที่ช่องป้อนงานขณะการไส เพราะขี้กบหรือเศษไม้ที่ฉีกอาจกระเด็นเข้าตา ซึ่งเป็นอันตรายได้
- กรณีที่ไม้ติดอยู่ในเครื่องขณะทำการไส ให้รีบดับเครื่องแล้วรอจนเครื่องหยุดสนิทเสียก่อน จากนั้นจึงลดแท่นลงแล้วนำไม้ที่ติดอยู่ออกมาจากตัวเครื่อง
- การไสไม้ยาวจะต้องใช้ขาตั้งรองรับไม้แบบลูกกลิ้งรับหัวไม้ หรือให้ผู้ช่วยรับที่หัวไม้จะต้องไม่ปล่อยให้หัวไม้ตกเพราะปลายไม้จะงัดเครื่องทำให้เกิดความเสียหายได้ และปลายไม้จะบิ่น
- ขณะที่เครื่องทำงานถ้ามีเสียงดังผิดปกติให้รีบดับเครื่องแล้วแจ้งอาจารย์ผู้ควบคุมให้ทราบทันที
- อย่าปรับตั้งเครื่องหรือทำความสะอาดส่วนหนึ่งส่วนใดของเครื่องขณะที่เครื่องกำลังทำงานอยู่
- หลังเสร็จงานและปิดสวิตช์เครื่องไสแล้ว ให้รอจนกว่าเครื่องจะหยุดใช้งานแล้วจึงค่อยออกจากตัวเครื่อง
3.5 การทำงานกับเครื่องไสความหนา
การทำงานในการไสไม้ด้วยเครื่องไสความหนาที่ถูกต้อง มีดังนี้
- การเตรียมงาน
- การไส
3.5.1การเตรียมงาน
การเตรียมงานสำหรับการไสไม้จำแนกออกได้เป็น 2 ขั้นตอน คือ การเตรียมชิ้นงาน และการเตรียมเครื่องไส
การเตรียมชิ้นงาน
ลำดับขั้นตอนในการเตรียมชิ้นงานเพื่อการไสที่ถูกต้อง มีดังนี้
- ตรวจความเสียหายตามธรรมชาติทั้งหมดของไม้ที่จำทำการไส เช่น การแตกร้าว บิดงอ ห่อโก่ง และอื่นๆ ถ้าเป็นมากไม่ควรนำมาไสด้วยเครื่องไสความหนา
- แยกชนิด ขนาด และความหนาของไม้ที่จะไสออกเป็นพวกๆ
- ตรวจผิวไม้ที่จะไสทั้งหมดจะต้องไม่มีสิ่งแปลกปลอม อาทิ ตะปู สี น้ำมัน คราบปูน ทราย ฯลฯ สิ่งเหล่านี้จะต้องกำจัดออกจากผิวและเนื้อไม้ให้หมดก่อนนำมาไส
- ตรวจสอบเสี้ยนไม้ และกำหนดทิศทางในการป้อนไม้ให้ถูกต้อง เมื่อกำหนดทิศทางในการป้อนไม้ได้แล้วให้ทำเครื่องหมายไว้ที่ไม้ที่จะไส
หมายเหตุ:ไม้ที่จะนำมาไสด้วยเครื่องไสความหนาจะต้องนำไปไสหน้าหนึ่งให้เรียบร้อยด้วยเครื่องไสเพลาะโดยเฉพาะอย่างยิ่งไม้ที่บิด งอ ห่อ หรือโก่ง
การให้ใบมีดของเครื่องไสตัดไปตามเสี้ยนไม้จะต้องป้อนไม้สวนกับทิศทางของเสี้ยนไม้
การเตรียมเครื่องไสความหนา
ลำดับขั้นในการเตรียมเครื่องไสความหนาที่ถูกต้อง มีดังนี้
- ตรวจสอบแผ่นป้องกันขี้กบว่าอยู่ในตำแหน่งที่ถูกต้องหรือไม่ ถ้าอู่ในตำแหน่งที่ไม่ถูกต้องก็ปรับให้อยู่ตำแหน่งที่ถูกต้อง ทั้งนี้เพื่อป้องกันไม่ให้ขี้กบพุ่งใส่ผู้ปฏิบัติงาน
- ปรับคงามสูงของแท่นเครื่องให้สูงกว่าความหนาของไม้ที่จะนำมาไสเล็กน้อย
- ตั้งความเร็วในการทำการป้อนให้ถูกต้องความความต้องการ
- เตรียมอุปกรณ์จำเป็นอื่นๆ ไว้ให้พร้อม
3.5.2 ข้อกำหนดในการใช้เครื่องใช้ความหนา
ข้อกำหนดในการใช้เครื่องไสความหนาที่ถูกต้อง มีดังนี้
- ปรับความสูงของแท่นเครื่องให้สูงกว่าความหนาของไม้ที่ตั้งไว้ประมาณ 1/16 นิ้ว (2 มิลลิเมตร)
- เปิดสวิตช์เดินเครื่องเพื่อขับหัวตัด
- ปรับความเร็วลูกกลิ้งป้อนงานให้ถูกต้อง จากนั้นกดสวิตช์ลูกกลิ้งป้อนงาน
- เมื่อเครื่องเดินจนเต็มความเร็วแล้ว วางหัวไม้ลงบนแท่นโดยให้ด้านที่เรียบที่สุดทางด้านล่างแล้วป้อนเข้าสู่ตัวเครื่อง
- นำไม้กลับมาทางด้านหน้าเครื่องใหม่ ตรวจสอบความหนาถ้ายังมีความหนามากกว่าความหนาที่ต้องการก็ให้ทำการไสครั้งที่ 2 ต่อไป ถ้าความหนาที่ยังเหลืออยู่ยังไม่พอดีกับความหนาที่ต้องการ ก็ปรับให้ระดับความลึกในการไสใหม่แล้วจึงทำการไส การนำไม้ที่ไสแล้วกลับมาไสใหม่ให้ป้อนไม้ในทิศทางเดิม ถ้าเป็นไม้สนการไสในทิศทางเดิมจะทำให้อนเสี้ยน ดังนั้น ในการไสไม้สนจะต้องกลับทิศทางของไม้ที่จะไสด้วย
หมายเหตุ: 1.การไสไม้จำนวนมากให้หนาเท่ากันทุกท่อน ให้เลือกไสท่อนที่หนาที่สุดก่อน จนกระทั่งได้ความหนาใกล้เคียงกับไม้ท่อนอื่นๆแล้ว จึงค่อยทำการไสให้หมดทุกท่อนตามความหนาที่ตั้งไว้
2.กรณีฉุกเฉิน เช่น ไม้ที่ป้อนเกิดการติดขัดในตัวเครื่องเนื่องจากการป้อนไม่อยู่ในแนวตรง ก็ให้ปิดสวิตช์ลูกกลิ้งป้อนงานก่อนแล้งจึงค่อยปิดสวิตช์หัวตัดแล้งจึงเลื่อนแท่นลงและนำชิ้นงานออกมา จากนั้นจึงปรับระดับแท่นเครื่องกลับไปที่ตำแหน่งเดิม แล้วจึงป้อนชิ้นงานเข้าไปใหม่ให้อยู่ในแนวตรง
3.5.3 การไสไม้สั้น
ปกติไม่ควรไสไม้ที่สั้นกว่า 12 นิ้ว (300 มิลลิเมตร) หรือสั้นกว่าระยะระหว่างลูกกลิ้งป้อนงานกับลูกกลิ้งส่งงานเพราะอาจทำให้เครื่องติดขัดและเกิดอันตรายได้ แต่ถ้าจำเป็นและมีไม้สั้นจำนวนมากก็สามารถทำได้โดยวิธีป้อนไม้แบบให้หัวไม้ชนต่อเนื่องกันไปเรื่อยๆ ไม้ที่ป้อนก็จะ ดันกันออกจากตัวเครื่องไปเอง จึงทำให้โอกาสที่ไม้จะติดที่แท่งกดไสไม้เกิดขึ้นน้อยสุด อย่างไรก็ตาม ไม้แผ่นสุดท้ายก็ควรจะยาวเกินกว่า 12 นิ้ว (300 มิลลิเมตร) หรือยาวเกินกว่าระยะระหว่างลูกกลิ้งป้อนงานกับลูกกลิ้งส่งงานเสมอ
การไสไม้สั้นจะต้องใช้วิธีป้อนไม้แบบให้หัวไม้ชนต่อเนื่องกันไปเรื่อยๆ
3.5.4 การไสไม้บาง
ห้ามไสไม่ที่บางเกินกว่า 3/8 นิ้ว (9 มิลลิเมตร) เพราะอาจจะทำให้ที่ไสหรือเครื่องเกิดความ เสียหายได้ แต่ถ้าจำเป็นให้ใช้ไม้รองเท้าด้านล่าง ไม้ที่ใช้รองจะต้องมีขนาดกว้างและยาวกว่าไม้ที่จะไสอีกด้วย ก็จะสามารถป้องกันความเสียหายที่อาจเกิดขึ้นทั้งกับไม้ที่ไสและตัวเครื่องได้การไสไม้บางจะต้องใช้ไม้ที่เรียบตรงและหนาสม่ำเสมอกันตลอดทั้งแผ่น กว้างยาวกว่าไม้ที่จะไสรองทางด้านล่าง
3.5.5 การไสไม้ให้ได้เหลี่ยมฉาก
การไสไม้ให้ได้เหลี่ยมฉากเป็นรูปสี่เหลี่ยมจัตุรัส เช่น การไสขาโต๊ะ-เก้าอี้ ให้ไส 2 หน้าแนกที่ติดกัน (หน้าA และ B) ให้ได้ฉากด้วยเครื่องไสเพลาะเสียก่อน แล้วจึงนำหน้าที่เหลือมาไสด้วยเครื่องไสความหนาให้ได้ขนาดตามที่ต้องการ โดยไสตามลำดับขั้นตอนดังนี้
ไสครั้งที่ 1:วางหน้า A ลงบนแท่นเครื่องแล้วไสหน้า C
ไสครั้งที่ 2 :วางหน้า B ลงบนแท่นเครื่องแล้วไสหน้า D
หมายเหตุ :ในการไสแต่ละหน้าให้ไสจนได้ขนาดตวามความต้องการด้วยการตั้งระดับคามลึกในการไสให้เครื่องตัดหรือไสทีละน้อยๆ เพื่อให้งานที่ออกมามีความเรียบร้อย
3.6 การลับใบมีด
ใบมีดของเครื่องไสความหนาเมื่อใช้ไปนานๆก็จะเกิดการสึกหรอหรือทื่อ ทำให้ประสิทธิภาพในการไสและคุณภาพของงานที่ทำลดลง ผลงานที่ออกมาก็ดูไม่เรียบร้อย จึงต้องมีการตรวจสอบและลับตามระยะเวลาที่กำหนด หรือเมื่อพบว่าผลงานที่ออกมามีปัญหาหรือไม่เรียบร้อย การลับใบมีดของเครื่องไสความหนาจะมีทั้งการลับด้วยหินน้ำมันและการเจียระไนใบมีด
เครื่องไสความหนาจะมีทั้งแบบที่ไม่มีอุปกรณ์สำหรับเจียระไนและลับมีดมากับตังเครื่อง และแบบที่มีอุปกรณ์สำหรับเจียระไนและลับมีดมากับตัวเครื่อง สำหรับแบบที่ไม่มีอุปกรณำหรับเจียระไนและลับมีดมากับตัวเครื่องส่วนใหญ่จะเป็นเครื่องขนาดเล็ก ดังนั้น เครื่องไสขนาดนี้จึงต้องถอดใบมีดออกมาเจียระไนและลับด้วยหินน้ำมันออกข้างนอก อย่างไรก็ตาม เครื่องไสขนาดนี้บางเครื่องอาจมีโครงเหล็กสำหรับรองรับปลายทางด้านหนึ่งของหินลับ หรืออาจมีเครื่องหนีบหินลับที่ทำด้วยโลหะติดตั้งอยู่ ก็สามารถใช้ลับด้วยหินลับได้ ส่วนแบบที่มีอุปกรณ์ดังกล่าวติดตั้งมากับตัวเครื่องเลย ก็จะสามารถที่จะเจียระไนและลับภายในตัวเครื่องได้เลยโดยไม่ต้องถอดใบมีดออกมาเจียระไนและลับข้างนอก
3.6.1 การลับใบมีดด้วยหินขัด
การลับใบมีดด้วยหินน้ำมัน สามารถทำได้บ่อยครั้งตามความจำเป็นเมื่อพบว่าใบมีดที่ใช้บิ่นเพียงเล็กน้อยหรือทื่อลงแต่ยังไม่มากพอที่จะต้องทำการเจียระไน การลับใบมีดด้วยหินน้ำมันนี้เป็นขบวนการที่เกิดขึ้นหลังจากการเจียระไนใบมีดด้วยหินเจียระไนมาแล้วเพื่อให้คมมีดเรียบเสมอกัน ในเครื่องไสแบบมีอุปกรณ์เจียระไนและลับมีดมากับตัวเครื่อง ให้ถอดชุดหินเจียระไนและมอเตอร์ออกจากตัวเครื่อง จากนั้นจึงติดตั้งชุดเจียหินน้ำมันเข้าแทนที่ที่รางเลื่อน จากนั้นเปิดเครื่องให้หัวตัด หมุน แล้วเลื่อนหินลับไป-มาตามรางเลื่อนด้วยมือหมุน การเลื่อนต้องเลื่อนจนสุดคมของใบมีดทั้ง2ข้าง ก็จะทำให้คมของใบมีดเรียบเสมอกันก็จะทำให้งานที่ไสออกมาเรียบเสมอกันและปราศจากรอย
3.6.2 การเจียระไนใบมีด
การเจียระไนใบมีดปกติจะไม่เกิดขึ้นบ่อยนัก เพราะการเจียระไนจะเกิดขึ้นได้ก็ต่อเมื่อใบมีดบิ่นมากหรือเมื่อใดใบมีดถูกใช้งานมานานและถูกลับจนใบมีดสั้นลงและมุมของใบมีดเปลื่ยนไป สำหรับเครื่องไสแบบมีอุปกรณ์เจียระไนและลับมีดมากับตัวเครื่องอุปกรณ์เจียระไนใบมีดจะประกอบด้วยหินเจียระไนที่ขับโดยมอเตอร์ติดตั้งอยู่กับ
รางเลื่อนเหนือหัวตัด หินเจียระไนและมอเตอร์สามารถเลื่อนไป-มาตามความยาวของหัวตัดได้ด้วยมือหมุน จึงทำให้สามารถเจียระไนใบมีดได้ตลอดความยาวของใบมีด ขณะทำการเจียระไนใบมีดจะต้องทำให้หัวตัด (ใบมีด) อยู่กับที่แต่หินเจียระไรหมุน การเจียระไนใบมีดในลักษณะนี้มีข้อดีคือจะช่วยให้คมมีดสูงเท่ากันหมดทุกใบ คมมีดที่เกิดขึ้นจากการเจียระไนนี้ยังไม่สามารถจะนำไปใช้งานได้เลยเพราะคมมีดยังหยาบอยู่ ถ้านำไปใช้จะทำให้ชิ้นงานเป็นรอย ดังนั้น หลังจากการเจียระไนทุกครั้งจะต้องลับใบมีดด้วยหินน้ำมันทุกครั้งเพื่อให้คมมีดเรียบเสมอกัน จึงจะทำให้งานที่ออกมามีความเรียบร้อยตามต้องการ

|

